BINDER JETTING - 3D-ПЕЧАТЬ ПЕСЧАНО-ПОЛИМЕРНЫХ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ

Принцип работы аддитивных установок трехмерной печати песком состоит в избирательном нанесении микрокапель связующего на поверхность особым образом подготовленной песчаной смеси в соответствии с конфигурацией слоя. Последовательное формирование слоев позволяет изготавливать формы и стержни непосредственно по CAD-данным. Система управления подачей песчаной смеси обеспечивает возможность частичной регенерации несвязанного песка и его повторного использования. Подробнее о технологии Binder Jetting.
Основные операции 3D-печати Binder Jetting
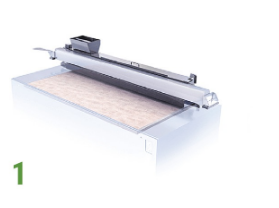
Нанесение первого
слоя порошкового материала
на поверхность элеватора
песчаного бункера
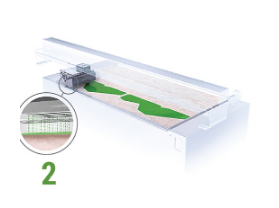
Избирательное нанесение
связующего агента на частицы
песчаной смеси с помощью
горизонтального перемещения
печатной головки
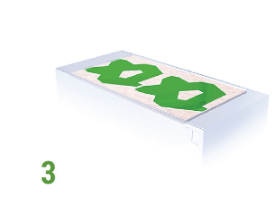
Завершение формирования
слоя связанного песка -
формирование стенок
литейной формы. Плита
элеватора печатного бункера
опускается горизонтально вниз
на глубину равную высоте слоя
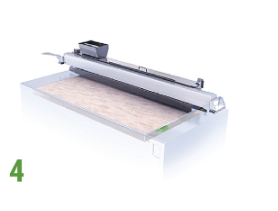
Повторное нанесение песка
поверх сформированного слоя
Повторение шагов 2,3,4 до
завершения процесса
построения песчаной формы
Извлечение напечатанной
литейной формы. Удаляется
несвязанный песок, форма
готова к сборке и заливке
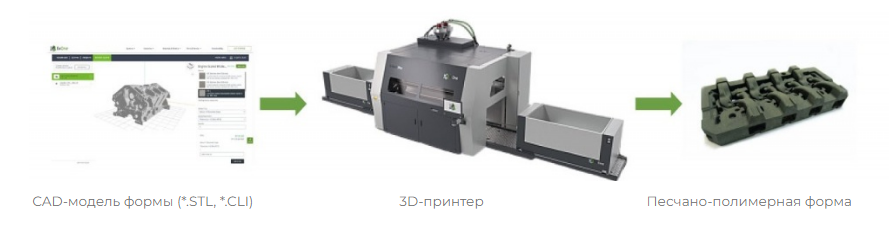
Краткая схема аддитивного технологического процесса

Анализ чертежа литой детали на
технологичность, выбор
способа литья, назначение норм
точности отливки, условий
производства и.т.д.

Проектирование песчано-
полимерной литейной формы
и стержней. Разработка
литников и питателей.
Создание CAD-модели формы
в формате stl

Математическое
моделирование процессов
литья, внесение корректировок
в CAD-модель литейной
формы

Извлечение песчаных форм из
печатного бункера, очистка,
сбор несвязанного песка в
сепаратор

Сборка песчаных форм и
установка стержней,
термообработка в случае
необходимости
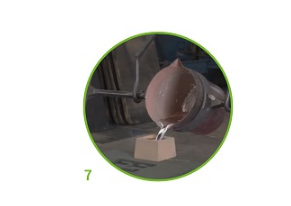
Заливка металла
Извлечение отливок,
удаление литниковых и питательных
структур

Финишная механическая
обработка отливок

Контроль качества детали
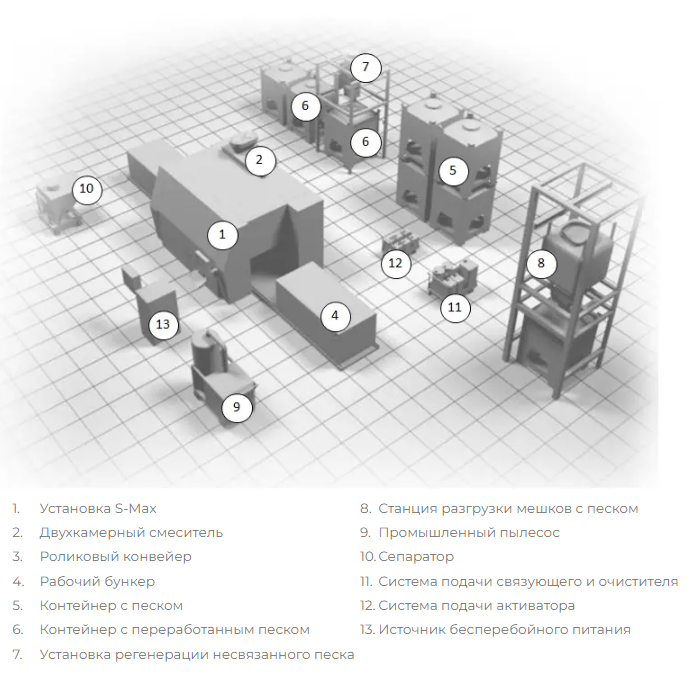
Состав оборудования для печати песчано-полимерных форм и
стержней по технологии Binder Jetting
Исходя из конкретных условий заказчика состав комплекта может меняться, обеспечивая
потребности как научно-исследовательских учреждений, так и крупных промышленных
предприятий. Некоторые единицы оборудования могут быть заменены на аналогичные по
желанию заказчика, в том числе отечественного производства.
Материалы для 3D-печати песчано-полимерных форм по
технологии Binder Jetting
В технологии Binder Jetting можно использовать те же формовочные материалы - литейные пески и и смолы - что и для серийного традиционного производства, что позволяет применятьаддитивные технологии для изготовления опытных образцов металлических отливок, малых серийметаллических деталей, отрабатывать технологию литья для крупносерийного многономенклатурного производства без проблем и противоречий с сертификацией и приемкойгосударственным заказчиком. 3D-принтеры ExOne обладают полностью открытой системой загрузки песка и связующего, что позволяет использовать песок и связующее отечественного производства в качестве расходных материалов для 3D-печати песком после апробации производителем аддитивных машин. Система управления подачей песчаной смеси обеспечивает возможность частичной регенерации несвязанного песка и его повторного использования.
• Возможно повторное применение несвязанного песка
• Полностью открытая система подачи песка, возможно использование неоригинальных расходных материалов, в том числе и отечественного производства
На сегодняшний день компанией ExOne опробован и рекомендован к применению ряд песков и для печати литьевых форм:





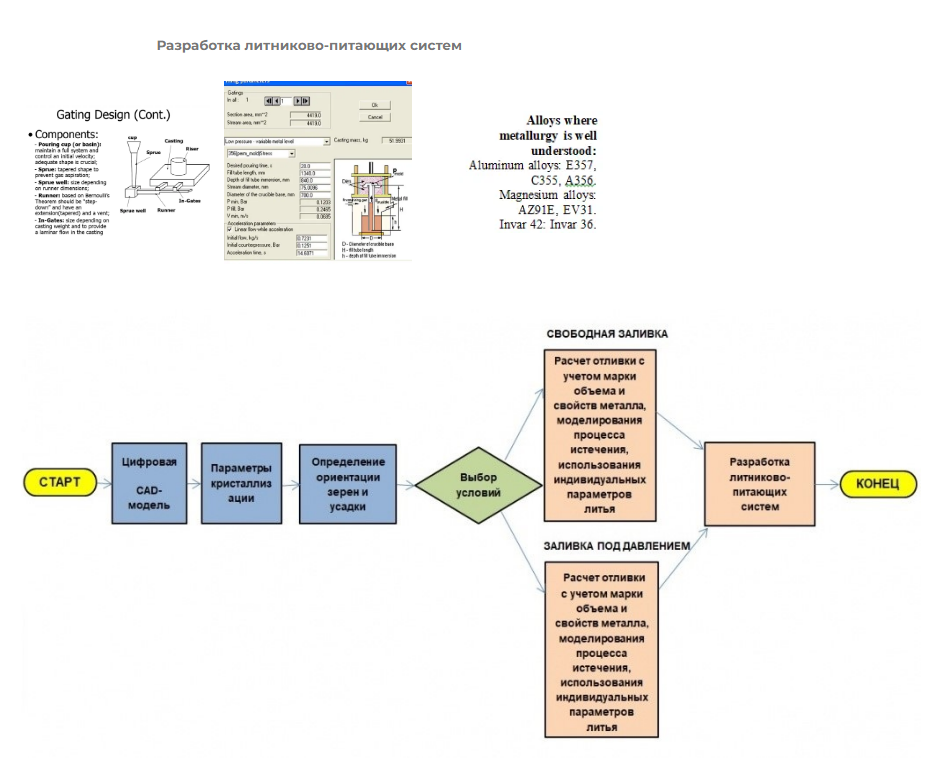
Цифровые данные
В качестве исходных данных лежит компьютерная модель будущего изделия - больше никаких чертежей, замеров и громоздких образцов - используются файлы в формате STL, которые генерируются непосредственно по математическим моделям CAD/CAM/CAE систем проектирования.
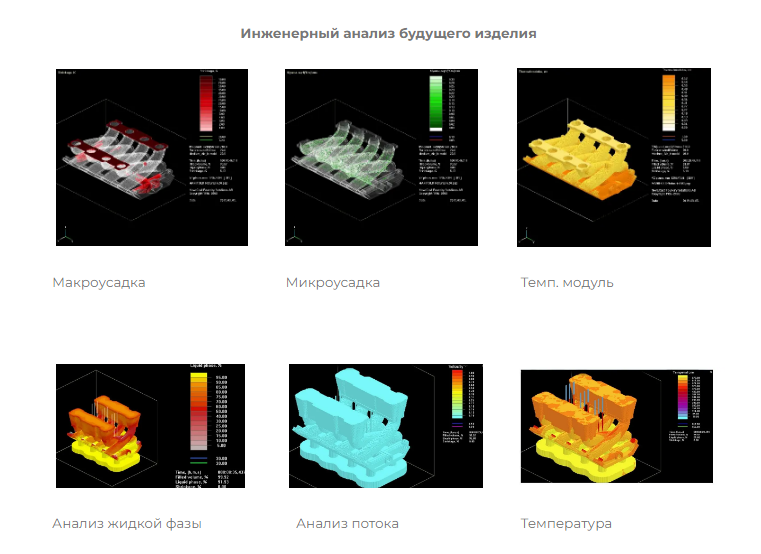
Цифровые данные позволяют осуществить инженерный анализ будущего изделия с применением современных технологий проектирования, конструкторско-технологического инженерного анализа и компьютерной симуляции процесса заливки металла, что позволяет проводить быструю корректировку конструкции отливок, литниково-питающих систем и литейных песчаных форм в процессе отработки технологии литья, обеспечивая уменьшение припусков, снижение веса отливок и повышение их качества. Моделирование потока жидкого металла и его кристаллизации как части процесса проектирования позволяет выполнить цифровые итерации конструкции литейной формы и стержней перед фактической заливкой металла. Сочетая инструменты виртуального моделирования с технологией трехмерной печати, можно максимизировать шансы на успешное изготовление прототипа желаемой отливки 6-го класса сложности при первой заливке металла в песчаную форму.
Нет ограничений по габаритным размерам
Максимальным объемом области построения обладает песчаный 3D-принтер S-Max Pro с двумя печатными бункерами (1 бункер ДШВ=1800×1000×700мм; 1260 л), однако технология позволяет печатать крупные фрагменты форм или одновременная печать множества мелких сборных фрагментов, которые можно собрать сразу же после печати.

Процесс исключает применение модельной оснастки. Отсутствие необходимости в проектировании и изготовлении оснастки позволяет сократить время на ТПП и себестоимость изделий, проектирование модельной оснастки для которых чрезвычайно трудоемко, либо невозможно. Значительно сокращаются затраты на организацию и содержание модельных участков. Конструкция изделий не ограничена возможностями инструментального производства. Отсутствие ограничений, связанных с использованием формообразующей модельной оснастки, позволяет проектировать и изготавливать стержни и формы любой сложности и конфигурации, с 3D-печатью поднутрений и без формовочных литейных уклонов. Трудоёмкость всего цикла конструкторской и технологической подготовки производства отливок сокращается в 3-10 раз. Благодаря возможности быстрой корректировки конструкции форм в процессе отработки технологии литья обеспечивается уменьшение припусков, снижение веса и повышение качества отливок.

Гибридное производство
Binder Jetting не конкурирует с традиционными технологиями литья. Применение 3D
печати в традиционных технологических цепочках дают дополнительный экономический эффект,
экономию времени и повышают эффективность производства

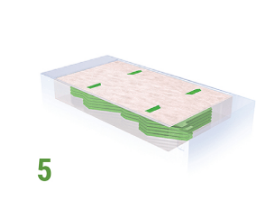
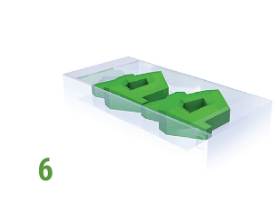
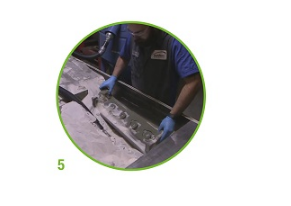
На рисунках представлены операции гибридного техпроцесса литья в землю: сложные
компоненты стержневой оснастки напечатаны на 3D принтере и установлены в стандартные
чугунные опоки для серийного литья
Основные преимущества 3D-принтеров для песчаной печати ExOne
Лидер в новых технологиях
ExOne (бывшее название ProMetal) с 1996 года обладает эксклюзивным
патентом на использование Binder Jetting в области аддитивного
производства и обладает глубокими разносторонними компетенциями
в области 3D-печати песком, металлом, керамикой и композитами.
С 2002 г. начались серийные поставки 3D принтеров, работающих
по технологии BJ на рынки США и Европы. На территории РФ
эксплуатируются более 10 аддитивных машин производства ExOne,
запущенных в эксплуатацию за последние 10 лет.
Полная свобода проектирования и дизайна
Отсутствие необходимости в проектировании и изготовления оснастки
позволяет значительно сократить время изготовления и себестоимость
изделий. А поскольку при изменении конструкции объекта не требуется
создавать новую оснастку, то применение 3D-печати позволяет проводить
быструю корректировку конструкции литниково-питающих систем и
литейных песчаных форм в процессе отработки технологии литья,
обеспечивая уменьшение припусков, снижение веса отливок и повышение
их качества.
Высокая скорость печати - до 125 л/час. (20 сек./слой)
скорость печати более 10 000,00 см3/час, что позволяет использовать
3D-принтеры производства ExOne для серийного производства
Точность печати +-0,3мм
Полностью открытая система загрузки песка
материалов, в том числе отечественного производства, однако в
большинстве случаев, перед приобретением настоятельно рекомендуется
апробация материала заказчика методистами ExOne.
Быстро развивающаяся компания
мире, в том числе более 10 шт. в Российской Федерации
Используются самые современные компоненты ведущих
мировых производителей
концерном SIEMENS AG и могут быть интегрированы в
облачные системы согласно концепции Индустрия 4.0.
Надежное и экономичное оборудование
отсутствие необходимости в складских помещениях для
хранения оснастки, партнерская лизинговая программа от
SIEMENS Leasing
3D-машины, печатающие песчаные формы:


